-

无锡市氟瑞特防腐科技有限公司
主营:钢衬四氟储罐,板衬PTFE储罐,PTFE衬里储槽,内衬PTFE管道,碳钢衬PP管道,钢衬塑储罐 - 15251525120

无锡市氟瑞特防腐科技有限公司
主营:钢衬四氟储罐,板衬PTFE储罐,PTFE衬里储槽,内衬PTFE管道,碳钢衬PP管道,钢衬塑储罐 12
12
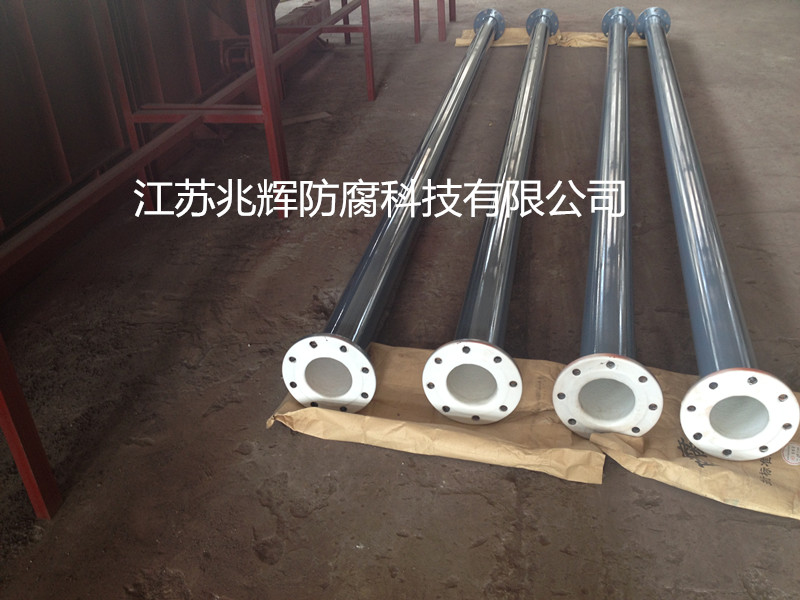
内衬PE管道,PE衬里管道,内衬聚乙烯(PE)管道,PE中文名聚乙烯防腐工程塑料用的较普遍的一种。经常用于管道,精馏塔、热交换器,釜、塔、槽的衬里,阀门等化工设备。内衬PE管道有两种做法,一种是翻边,PE管插进钢管里面进行翻边,此种方法简单快捷,但是只是适用于管道直径小的。还有就是滚塑一次成型,工艺比较先进,适用于各种大小管道,弯头三通等。但是价格要稍微偏**前者,下面简单介绍下经常使用到的滚塑一次成型的内衬PE管道,较重要的环节就是滚塑,可谓是看似简单实际繁琐。滚塑分成以下流程:一、塑粉不得有铁锈(屑)、木块、纸屑等有害杂质,必要时需过筛。二、管道长度在500mm以上的需在滚动辊上滚塑,到温度达到滚塑温度即可加料。三、加料前应先把法兰密封面成型工装加紧在法兰上,加料采用**加料管,加料应均匀一致。在停车情况下加料,加料后立即转动。四、滚塑时间一般为2~15分钟,一般管径越大、壁厚越大时间越长,DN150以下控制在5分钟以内。五、滚动辊圆周速度宜控制在40转/分以内,但不低于2转/分。一般管径越大速度越慢。六、停转时,卸下密封面工装后**次找平(用凉的平整胎压平整)并冷却塑层,直至密封面光亮,光滑,凝固。冷却时必须转动,防止可能因温度局部过高而流淌影响使用及美观。七、法兰拐角等较厚地方可采取湿布、喷雾等方法在外部快速降温。局部降温速度不宜太快,冷却水等不得接触衬层,防止衬层收缩过大,引起分层或剥离。时间一般不**过2min,且滚动架上转速 应低于30转/分。八、在滚塑成型及冷却过程中应随时检查表面质量,及时修补缺陷,如时间**过20分钟(已凝固)则禁止修补。九、表面稍微粗糙或平面度稍微起伏可用火焰或加热炉均匀加热,但避免因局部温度过高或燃烧而成黄色。十、整体塑化不均、绝大部分表面粗糙、较大折皱、明显变色、有明显的厚度分界线、厚度较度不均、明显气泡、砂眼、密封面起伏**过20%、有两处以上杂质斑点等一律除塑料衬层后返工。十一、管件和小于500mm的管道采用摇摆式滚塑机,做圆周运动至少10周,时间为3~10分钟。加紧法兰和法兰密封面成型工装时要对正,拆卸时保护好密封面。十二、罐体(无妨碍成型的部件)或管道管件(一般DN>500),采用火焰加热成型。衬层在5mm以上时可考虑菱型金属网增强。十三、火焰加热的罐体或管道管件应在旋转平台上加热,壳体受热应均匀,预热温度至少达到220℃,厚度较薄者温度稍高但不宜**过280℃,达到预热温度后至少10分钟才可加塑粉成型。十四、为使粉料分布均匀可轻微震动;如加料过多,应及时清出,以免造成表面粗糙或厚度不均、融流痕迹影响表面质量。这些只是滚塑工艺的流程,还有钢件制作的流程,检验,包装等。内衬PE管道1、性能 (1)介质工作压力:正压1.6MPa,负压96Kpa (2)介质工作温度:-15℃~+90℃ (3)耐腐蚀性:除浓硝酸等强氧化性酸外,能耐大多数的**和无机酸、碱、盐对应力腐蚀的抗腐蚀的抗腐性良好,在下100℃以下温度。 2、用途: 与钢塑管件配套使用,可作为饮料、食品、制药、水处理等企业对介质要求一定纯度而无污染及各种酸、碱、盐等有腐蚀作用的介质的输送管道。 产品特点: 1、工艺:滚塑工艺用模型整体一次成型,整体(包括进出料口的法兰口)无接缝,**渗漏。外表光滑漂亮,内表面光滑,易于清洗。 2、材料的韧性好。其强度和抗腐蚀性能大大优于玻璃钢制品,是较好的升级替代产品。3、材料无毒性,符合食品卫生标准。可用于食品的生产和储运。 4、重量轻,可减少运输成本。 5、耐腐蚀性能好,耐腐蚀介质面广。根据客户提供不同的温度、介质来进行加工,从而达到客户满意。欢迎各地朋友前来江苏兆辉防腐科技有限公司前来考察合作。